 简体中文
简体中文  简体中文
简体中文
三层实木复合地板起源于欧洲,并在1990年代发展到中国。由于它克服了木地板的缺点,已成为欧洲的一种时尚产品,并逐渐为国内消费者所接受。
什么是三层实木复合地板
三层实木复合地板由用纸线或胶线作为芯板处理过的板条,以锯切或切片的珍贵单板作为面板,以及由快速生长的杨木,桉木,木板是一种底板,是一种通过压制,榫接和铣削加工而成的新型地板。
三层复合地板相邻层的木纤维相互垂直,克服了天然木材的各向异性,芯板由经过拉紧的窄木条制成,大大降低了木地板的内应力。天然木材。
这种地板通常具有以下特征:
1.保持实木地板的天然木材纹理,简洁美观,典雅大方;
2.舒适的脚感和良好的隔音效果;
3.尺寸稳定,不易变形,不易开裂和卷曲;
4.提高珍贵木材的利用率,充分利用材料,充分利用优质材料;
5.相邻的木质纹理交错排列,以提高抗裂强度。因此,可以将三层实木复合地板加工成锁榫结构,具有易于铺砌锁榫结构的优点。
三层实木复合地板生产工艺
三层实木复合地板的生产过程可以概括为:木材干燥处理-单板贴面处理中---核心板加工背公猪d处理中-胶合,毛坯组装--热压--养护--表面涂层工艺。
木材干燥处理
由于木材的水分含量直接影响木材加工产品的稳定性,为了确保三层实木复合地板产品的质量,用于加工产品的木材原料必须在生产前进行干燥以充分控制木材的质量。水分和释放压力。
木材干燥时,应根据不同树种和初始含水量制定相应的干燥过程。木材干燥应通过干燥窑来实现,干燥的木材应进行健康处理。
面贴面处理中
三层实木复合地板的面板通常为3-4mm,这是三层实木复合地板的重要组成部分。面板的材料和加工精度直接影响产品的质量。
前面板以前是ABCD级的,这意味着没有疤痕,但是末端开裂了。在过去的几年中,出现了DE级,这意味着有疤痕和裂纹。这样的板需要人工修复。比较自然,然后修补腻子。
核心板加工
三层实木复合地板的核心层通常约为9毫米。所使用的原材料通常是快速生长的木材,例如松木和杨木。选择材料时,请尽量避免出现诸如打结,衰减,边缘钝化和裂纹之类的缺陷。差距是相互一致的。
背板处理
三层实木复合地板的背板通常约为2毫米。所使用的原材料通常是速生木材,例如松木和杨木。通常,整体上使用高质量的贴面。背板加工通常采用剥皮工艺。
胶,毛坯组件
根据不同制造商的工艺要求,将面板,核心板和背板进行胶合和组装。用于胶粘的粘合剂必须是环保的并且符合国家标准的要求。上胶应均匀,上胶量应符合上胶质量要求。
通过热压根据热压工艺要求通过热压形成组装的板。热压参数(例如温度,时间和压力)必须适合热压过程,以确保产品质量要求。
表面处理
油漆是地板必不可少的表面处理,其目的是提高表面装饰效果,保持地板表面光滑清洁,保护木质表面以确保使用要求。
三层实木复合地板关键设备
好的设备可以事半功倍。对于生产三层实木复合地板,设备的选择非常重要。
桌子分割设备
用于刨花板材料的刨切单板一直是实木复合地板刨花板的首选,因为在切割过程中没有锯材损失,从而提高了珍贵木材的利用效率。
单板锯的锯切方法有三种:圆锯,带锯和链锯。通常情况下,圆锯的切割方法受到锯片直径的限制,适用于生产“三片”工作台;带锯和排锯的切割方法适用于工作台的“单个框架”。地板生产。无论采用哪种锯切方法,都必须使用薄锯切路作为设计先决条件。
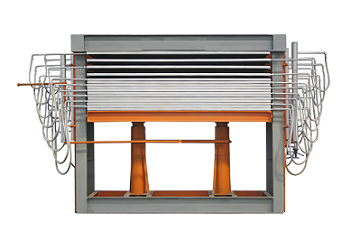
压制设备
三层实木复合地板是一种新型地板。中国现有的三层实木复合地板制造商使用的代表性压制设备有以下两种:
以单层或多层自动上料和输送压力机为代表的欧洲进口设备:其优点是工艺布局合理,自动化程度高;其缺点是设备投资大,产量低。
国产预压机+多层热压机的生产设备:设备投资少,产量大;但自动化程度低于进口设备。
切片和表面打磨设备
对三层实木复合地板的板材进行压制和平衡,然后加工成片,将多个地板的整个地板坯切成一个地板坯。
通常,使用多个圆锯进行分割,并且锯片的间距=成品地板的宽度+榫和榫的加工余量。较小的公司也可以使用滑动台锯进行分割处理。切片后,将毛坯表面打磨或双面打磨。砂光机的精度和砂光效果对成品地板的表面质量有非常重要的影响。
地板涂料
地板涂漆工艺与桌板的树种有很大关系,该工艺不能机械使用。例如,对于具有大管孔的阔叶材料,第一次填充的腻子不能完全覆盖管孔,因此需要二次填充。对于具有细管孔的弥散多孔材料,一次填充腻子可以完全覆盖管孔。
榫,榫槽加工设备
在加工榫头和凹槽之前,将三层实木复合地板毛坯打磨,并进行了表面喷涂。因此,不需要切割上下表面,仅需加工榫头和凹槽。
当前,平口榫和锁定榫有两种类型的榫。无论榫头的形状如何,都必须根据木材纹理和芯板的特性正确安装切刀和切刀轴的倾斜角度。
三层实木复合地板技术关键
三层实木复合地板生产过程中涉及的以下技术重点仅供行业选择:
关于干燥
将原木堆垛成规格后,将它们在木板场中自然干燥3个月以上,以将水分含量降低至15%左右,同时将木材的内部应力降至最低。
锯木用干燥炉进行干燥,其技术先进,控制精度高。窑后,木材之间的水分含量差异应不超过2.5%,应力指数应不超过2%,高于国家一级干燥质量标准。
在环境,温度和湿度相对稳定的平衡调节室中,使干燥的木材平衡7天以上,以进一步消除木材的内部应力,并使木材之间的水分含量更均匀,并确保尺寸使用过程中木材的稳定性。
关于坯料装配和热压
将水平核心板背板的原材料分为核心板,然后组装核心板。正确的粘合过程完成后,将面板,核心板和底板组装好并热压。
分芯板时,芯板的厚度公差应控制在±0.1mm以内;在热压过程中,高质量的进口脲醛树脂胶水以及严格控制的热压时间,热压温度和热压压力是确保芯板与面板和底板之间的粘结强度的关键。控制甲醛释放量。
组装毛坯时,表面,芯部和底板的纹理方向是交错的,从而克服了木材本身各向异性的缺点,并有效地控制了成品地板的尺寸稳定性。同时,注意桌,芯和底板的含水量的合理组合,以确保成品地板的平整度。
关于尺寸控制
后热压,用砂光机将地板毛坯细磨几次,然后在其周围切出凹槽和榫头。将打磨后的成品地板的厚度公差控制在±0.2mm之内,打磨的表面用作打开周围凹槽的参考表面。
加工高精度开槽榫equipment设备后,成品地板的长度公差控制在±1mm以内,宽度公差控制在±0.1mm以内,直角小于0.20mm,边缘平直度不超过0.30mm / m。成品地板组件离接缝的距离不超过0.20mm,拼接高度差不超过0.15mm,从而确保了地板铺装和使用的质量。

