 简体中文
简体中文  简体中文
简体中文
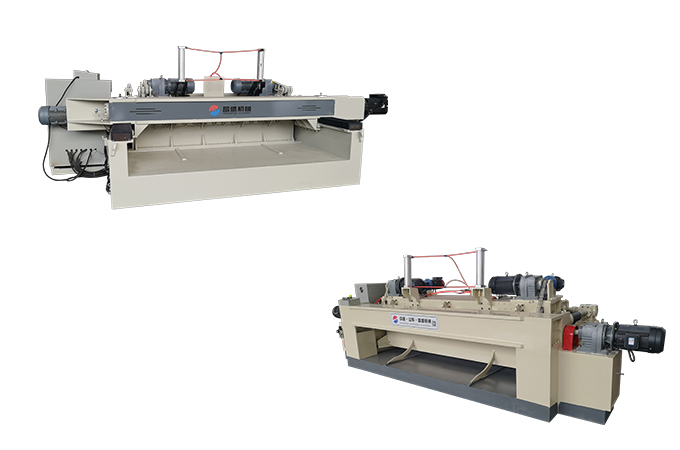
作为木工机械,旋转切割机是许多胶合板制造商必不可少的机器。数控旋切机的出现,不仅提高了单板生产的质量和准确性,而且大大提高了整机的生产效率和自动化程度。机器的旋转切割精度非常高,单板厚度的公差只能在0.03至0.15毫米之间。为了确保单板剥皮机的质量,在安装过程中必须满足以下技术要求。
首先,两个主轴的中心线未对准不超过0.2毫米。
其次,梳棉机轴的径向跳动不超过0.1毫米。
第三,压力秤支架的工作表面应与主轴中心线平行,允许误差为0.15 mm。
第四,在安装过程中所有限位挡块都已固定,以确保准确的挡块位置。
第五,刀架的两个导轨应相互平行,每米长度的导轨偏差应不大于0.04mm。
第六,主轴的中心线应与导轨的工作面平行,偏差应不大于0.15mm。
第七,在左右轴箱与底座总成完成后,在满足上述相关条件后,可以钻定位销孔。
第八,组装好中心架后,要求主轴的中心与中心线同心,允许误差为0.2mm。
第九,刀架的导轨在垂直和水平方向上必须水平,且每米长度的偏差不大于0.03mm。
第十,刀片是木材旋转刀具的重要组成部分。这是把木头旋成单板的刀。刀片安装不正确会影响机器的使用,
在安装过程中,将卡轴中心线的高度作为参考。旋转螺栓必须首先在两侧设置切刀高度,然后定位中间高度。确保刀片的刀片边缘和机器轴的中心在同一水平线上,然后拧紧螺母。刀片边缘的高度比木材中心高0-1毫米。如果在旋转切割过程中发生振动,那是因为刀片安装位置低,并且调整了刀片以使其不摇晃。如果旋转切割的阻力太大或皮肤破裂,这是因为刀片安装得太高。
CNC的工作精度要求单板去皮机高度很高,并且各个组件的安装和匹配误差不能太大,否则会影响旋切机的工作精度。现在我们将讨论寻找圆形的技术方面,切割机各方面的误差和偏差应在多大的范围内?
梳棉机轴的径向跳动不超过0.1毫米。刀架的导轨在垂直和水平方向上必须水平,且每米长度的偏差不大于0.03 mm。刀架的两个导轨应相互平行,且偏差应不大于每米导轨长度0.04 mm。两个主轴的中心线不超过0.2毫米。主轴的中心线应与导轨的工作表面平行,并且其偏差不应大于0.15毫米。
主轴和刀片的中心在组装后必须相互平行,允许偏差不超过0.15毫米。压力秤支架的工作表面应与主轴的中心线平行,允许误差为0.15 mm。左右轴箱和底座组装好后,只有在满足上述条件后才能钻定位销孔。在安装过程中,所有限位挡块均已固定,以确保准确的挡块位置。中心架组装好后,中心架的中心与主轴中心线必须同心,允许误差为0.2mm。
CNC旋切机技术必须满足以上要求才能达到预期的效果。

